








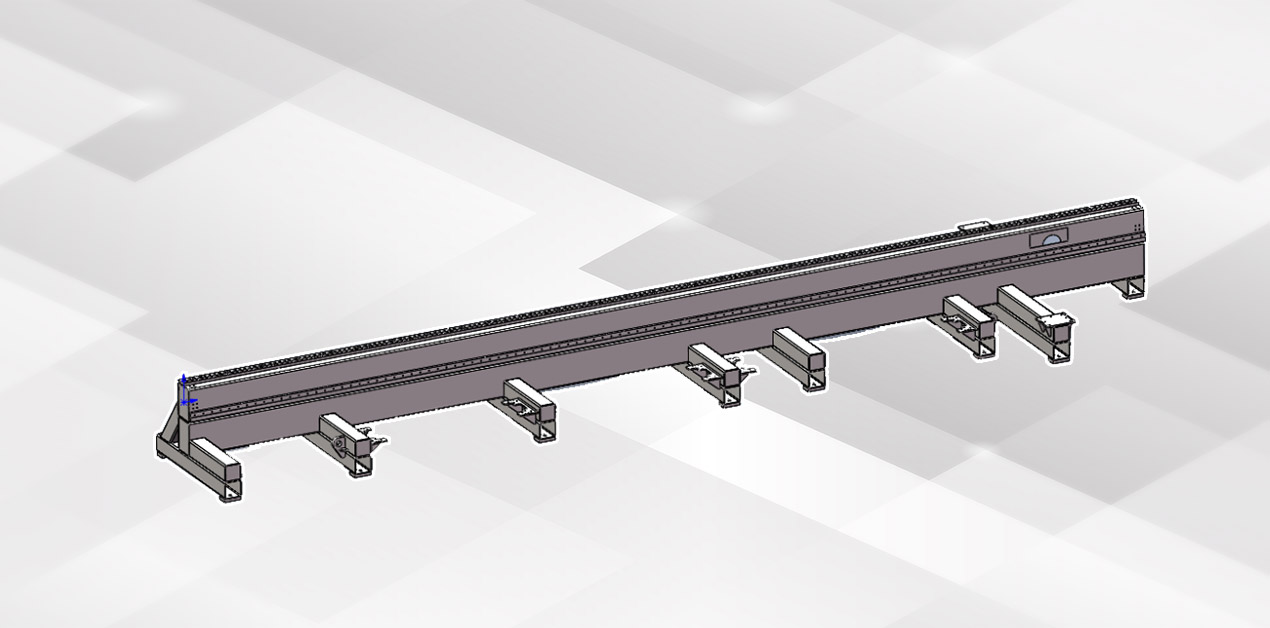
Боковая подвесная конструкция (Цельная сварная станина)
• Станина имеет боковую подвесную конструкцию и цельносварную станину, которая отжигается для устранения внутреннего напряжения.
• После черновой обработки перед чистовой обработкой производится вибростарение, что значительно повышает жесткость и стабильность станка и обеспечивает точность обработки.
• Привод серводвигателя переменного тока управляется системой числового программного управления, и патрон осуществляет возвратно-поступательное движение в направлении Y после привода двигателя, реализуя быстрое движение и движение подачи.
• Стойка оси Y и линейная направляющая изготовлены из высокоточной продукции, что эффективно гарантирует точность передачи; концевые выключатели на обоих концах хода контролируются, и одновременно установлено устройство жесткого ограничения, что эффективно обеспечивает безопасность движения станка;
• Cтанок оснащен Автоматическое смазочное устройство добавляет смазочное масло в движущиеся части станины через регулярные промежутки времени, чтобы обеспечить хорошее состояние движущихся частей, что может увеличить срок службы направляющих, шестерен и стоек.
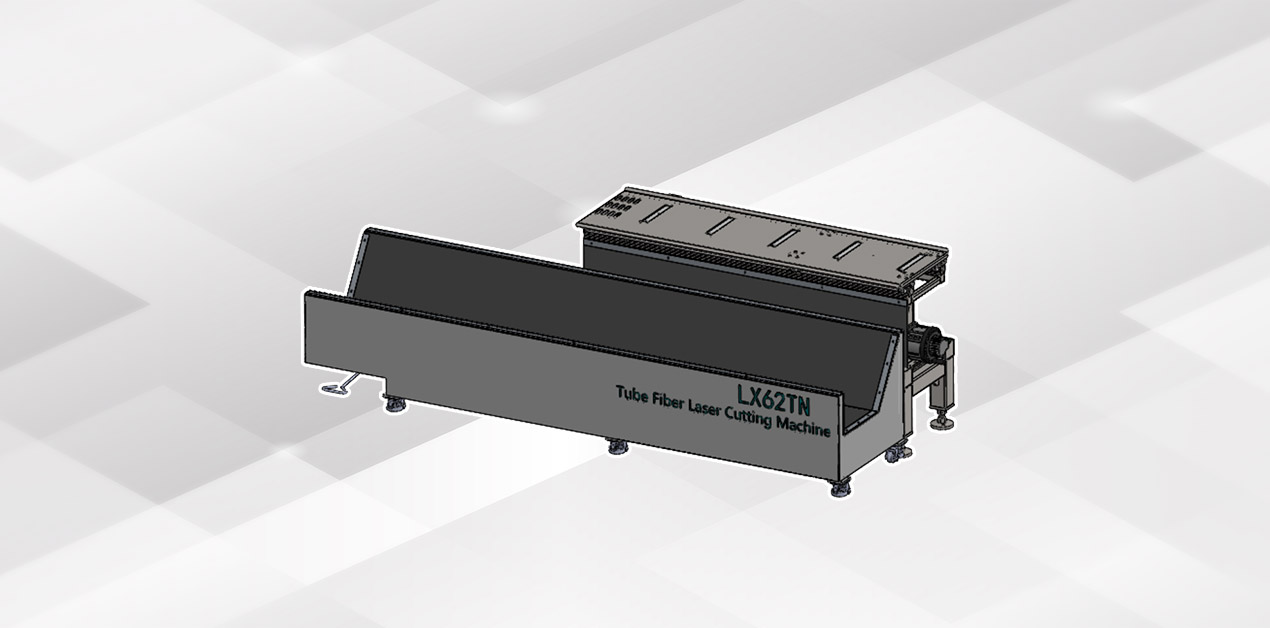
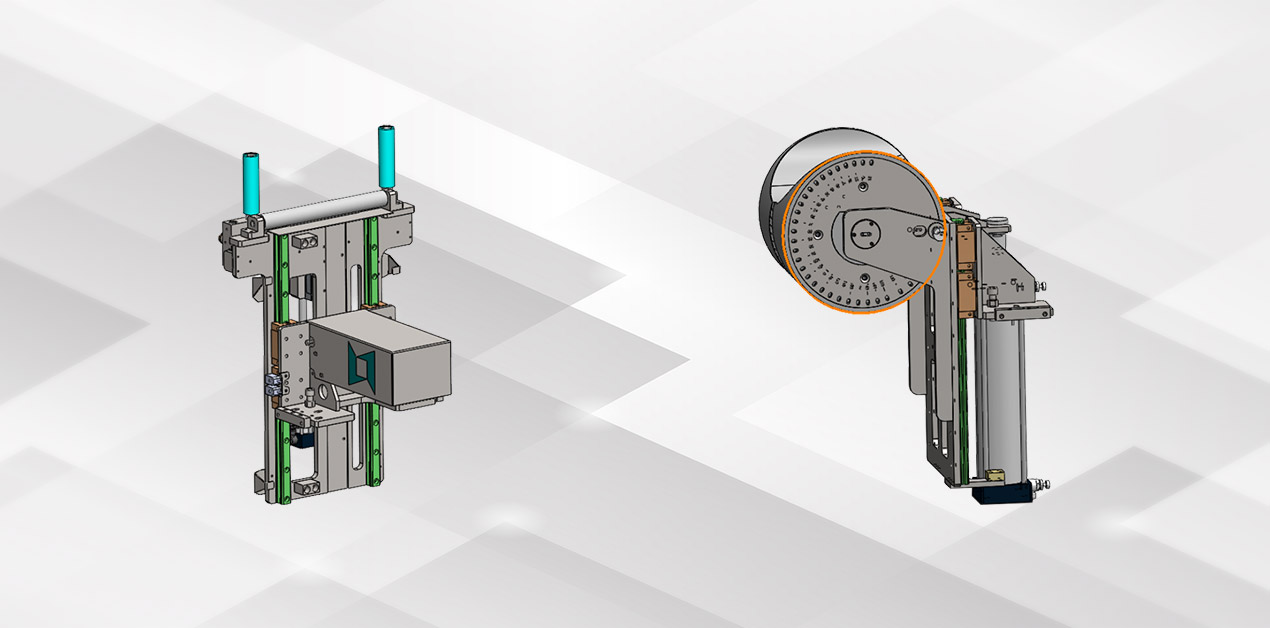
Переднее загрузочное устройство
• Переднее подающее устройство включает опорную пластину, управляемую пневмоцилиндром, которая поддерживает трубу, когда отрезаемая труба длинная, и предотвращает ее провисание.
• Когда заготовка отрезается, поднятый опорный цилиндр поддерживает опорную пластину для поддержки трубы и предотвращает ее провисание.
• Когда заготовка отрезана, все цилиндры поднятой опоры втягиваются, и заготовка падает на заготовительную плиту и скользит к месту хранения.
• Действие цилиндров автоматически контролируется системой. Передняя секция также делится на тип последующего контроля и тип ручной регулировки.
Переднее загрузочное устройство
• Переднее подающее устройство включает опорную пластину, управляемую пневмоцилиндром, которая поддерживает трубу, когда отрезаемая труба длинная, и предотвращает ее провисание.
• Когда заготовка отрезается, поднятый опорный цилиндр поддерживает опорную пластину для поддержки трубы и предотвращает ее провисание.
• Когда заготовка отрезана, все цилиндры поднятой опоры втягиваются, и заготовка падает на заготовительную плиту и скользит к месту хранения.
• Действие цилиндров автоматически контролируется системой. Передняя секция также делится на тип последующего контроля и тип ручной регулировки.
Поддерживающая рама
• На кровати установлены 2 комплекта опорных механизмов, которые бывают двух типов:
• 1. Вспомогательная опора управляется независимым серводвигателем для перемещения вверх и вниз, в основном для выполнения вспомогательной поддержки при чрезмерной деформации длинных отрезанных труб (труб малого диаметра). Когда задний патрон перемещается в соответствующее положение, вспомогательная опора может быть опущена для предотвращения.
• 2. Колесная опора переменного диаметра поднимается и опускается с помощью цилиндра, и ее можно вручную настроить на различные положения шкалы для поддержки труб разных размеров.
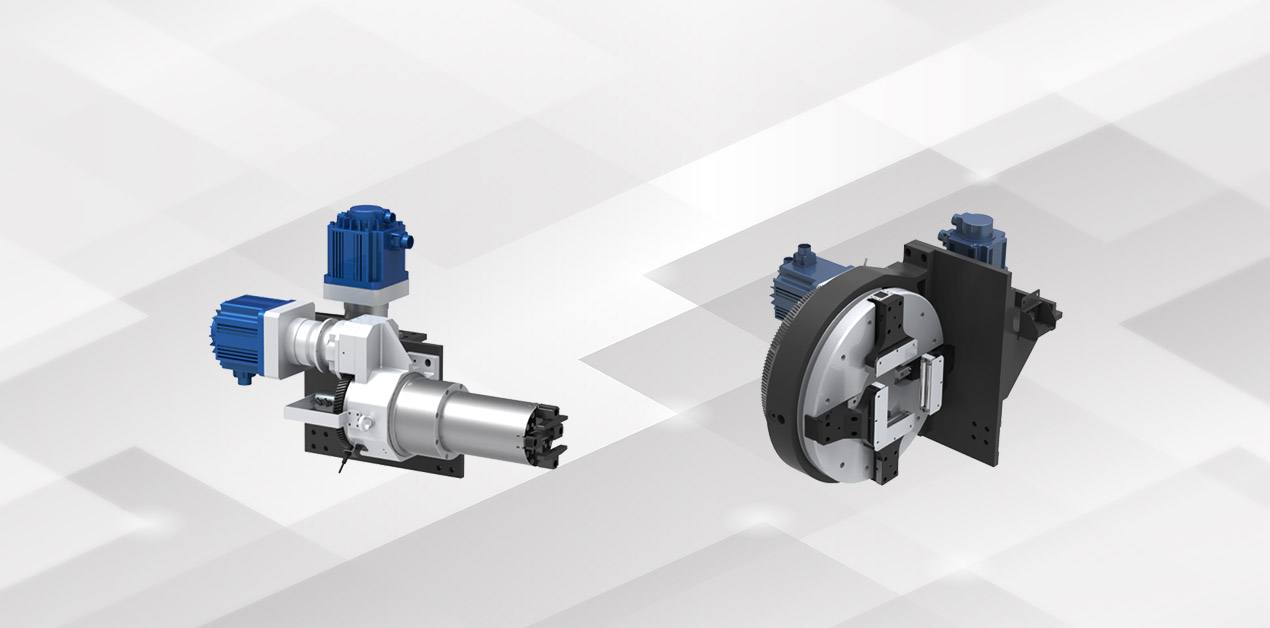
Чак
• Патрон разделен на передний и задний два пневматических полноходовых патрона, оба из которых могут перемещаться в направлении Y.
• Задний патрон отвечает за зажим и подачу трубы, а передний патрон устанавливается на конце станины для зажима материалов.
• Передний и задний патроны соответственно приводятся в движение серводвигателями для достижения синхронного вращения.
• При совместном зажиме двойных патронов может быть реализована резка короткого хвоста, при этом короткий хвост рта может достигать 20-40 мм, одновременно поддерживая резку короткого хвоста более длинного хвоста.
• Станок для резки труб серии TN использует метод перемещения патрона и предотвращения, который может реализовать резку с двумя патронами все время, и не приведет к тому, что труба будет слишком длинной и нестабильной, а точность будет недостаточной.
Чак
• Патрон разделен на передний и задний два пневматических полноходовых патрона, оба из которых могут перемещаться в направлении Y.
• Задний патрон отвечает за зажим и подачу трубы, а передний патрон устанавливается на конце станины для зажима материалов.
• Передний и задний патроны соответственно приводятся в движение серводвигателями для достижения синхронного вращения.
• При совместном зажиме двойных патронов может быть реализована резка короткого хвоста, при этом короткий хвост рта может достигать 20-40 мм, одновременно поддерживая резку короткого хвоста более длинного хвоста.
• Станок для резки труб серии TN использует метод перемещения патрона и предотвращения, который может реализовать резку с двумя патронами все время, и не приведет к тому, что труба будет слишком длинной и нестабильной, а точность будет недостаточной.
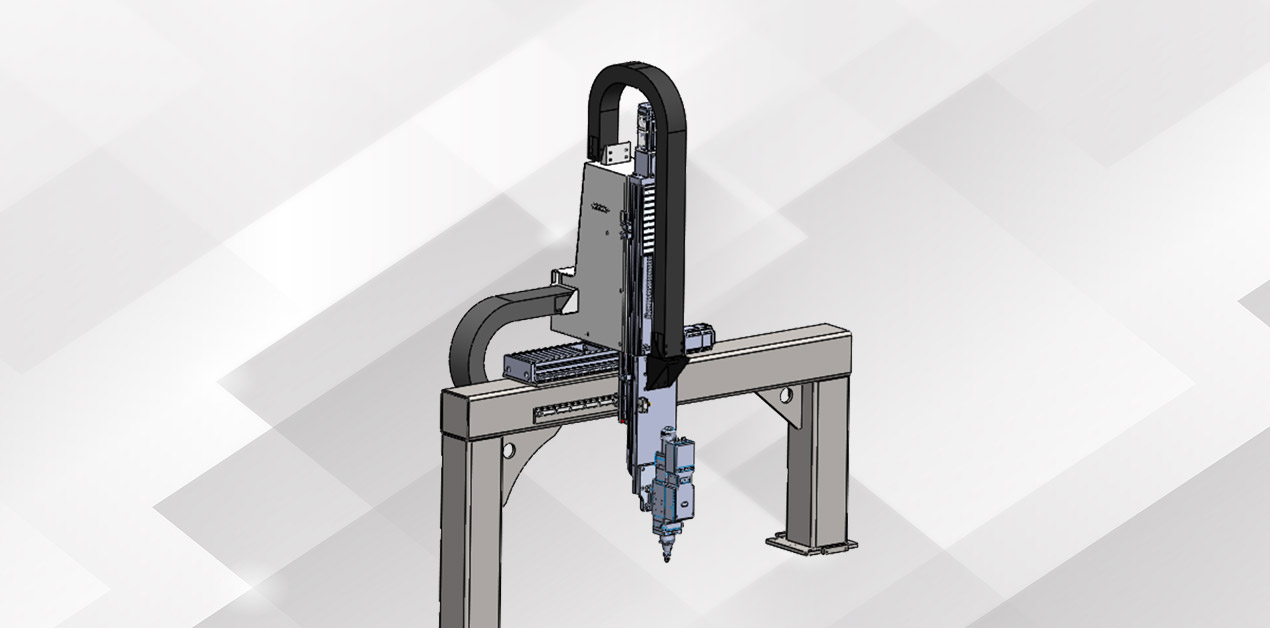
Ось
• Поперечная балка устройства оси X представляет собой портальную конструкцию, сваренную из квадратной трубы и стального листа.
• Портальный компонент закреплен на станине, а ось X приводится в движение серводвигателем, приводящим в движение реечную шестерню для осуществления возвратно-поступательного движения пластины скольжения в направлении оси X.
• В процессе движения концевой выключатель контролирует ход, чтобы ограничить положение для обеспечения безопасности работы системы.
• В то же время ось X/Z имеет собственный кожух для защиты внутренней структуры и достижения лучшего эффекта защиты и удаления пыли.
• Устройство оси Z в основном реализует движение лазерной головки вверх и вниз.
• Ось Z может использоваться как ось ЧПУ для выполнения собственного интерполяционного движения, и в то же время она может быть связана с осями X и Y, а также может быть переключена на последующее управление для удовлетворения потребностей различных ситуаций.
Модель:LX62TN Размер станка:12100*2200*2880мм Срок поставки:20-35 рабочих дней Условия оплаты:T/T, торговое обеспечение Alibaba, Western Union, Payple, L/C. | Бренд:LXSHOW Вес станка:6100 кг Гарантийный срок:3 года Способ перевозки:Морской/Сухопутный |
Модель:LX62TN Размер станка:12100*2200*2880мм Срок поставки:20-35 рабочих дней Условия оплаты:T/T, торговое обеспечение Alibaba, Western Union, Payple, L/C. Бренд:LXSHOW Вес станка:6100 кг Гарантийный срок:3 года Способ перевозки:Морской/Сухопутный |
Модель станка | LX62TN |
Мощность источника | 1000-6000Вт |
Размер | 12100*2200*2880мм |
Диапазон зажима | Φ20-Φ220/Φ20-Φ350 |
Точность повторного позиционирования | ± 0,02 мм |
Указанное напряжение и частота | 380 В 50/60 Гц |
LX62TN Лазерный станок с автоматической подачей для резки металлической трубы Заявление
Типы трубы для резки: круглая труба, овальная труба, квадратная труба, прямоугольная труба, профилированная труба, двутавровая балка и другие трубы;
Трубы для резки: из таких материалов, как углеродистая сталь, нержавеющая сталь, легированная сталь, железо, алюминий, медь, сплав;
Отрасль применения: фитнес-оборудование, нефтепроводы, строительная техника, автомобилестроение, производство бытовой техники и другие отрасли промышленности по обработке труб;

-

2024 Новинка! LX3015FC Станок для лазерной резки листового металла
-

Высококачественный волоконный лазерный станок для резки серии HCO с большим корпусом | LXSHOW
-

LXC-200W Оборудование для лазерной очистки металлических поверхностей от ржавчины 50Вт 100Вт 150Вт 200Вт
-

LXW-1000/1500/2000W Портативное оборудование для оптоволоконной лазерной сварки Raycus/ IPG/ MAX/ JPT
-
LX6025H Оборудование для оптоволоконной лазерной резки листового металла с кабинетнoй защитoй4кВт 6кВт 8кВт 12кВт
-
2024 LX6020FC Одноплатформенная режущая машина
